Reducing costs with CPP for flow coating in hand moulding

Year
2021
Customer
Besfond S.r.l. (Italy)
Equipment installed
ARENA Cpp, ARENA Vibrofilter, ARENA E-pump
Targets
Coating control without operator
Lower maintenance and cleaning
Some of the main achievements
Lower consumption of coating
Lower cost for casting re-work
Better surface quality and lower presence of sand into the coating
Some significant data
< 2
years payback
-20%
cost for the coating
-25%
manpower cost
-90%
spare parts

The customer
Based in Castegnato (BS), in an area devoted traditionally to foundries in Italy, Besfond is a family-owned company, always looking for solutions to improve their process with a great focus on the special needs of the final customer. In fact, Besfond produces gray and ductile iron castings based on customer’s specification and focused on the production of “problematic” castings from 100 to 1.000 kgs, in small-medium series, with lots ranging from single piece until 500 pcs. Moulding is performed into an IMF boxless plant with a maximum size of 1650×1800 mm with a total height of 1.200 mm.
The Solution
The partnership with ProService started in 2020, with the target to improve the quality reducing the production costs for the casting both from metallurgical point of view (see case study clicking here) and for flow coating of the moulds.
The idea was to keep the same existing flow coating tray and to install a CPP Coating Preparation Plant down in a pit, in order to collect the exceeding coating by gravity directly into the preparation tank without the use of an extra pump. In this way, Besfond has not occupied the area close to the flow coating and they have minimized the complexity of the installation, using just one electrical ARENA E-pump for flow coating.
The sand filtration was done leaving both the sand and the coating sedimenting for some time. It is unavoidable that this leads to a removal not only of the sand, but also of the vital compounds of the coating, thus affecting its characteristics and its functionality as a refractory barrier against the molten metal. The scope of supply included also an ARENA Vibro-filter to remove the particles of sand and dried coating (heavily present in case of flow coating tray, where effect of dry/wet is unavoidable).
In fact, as most of the foundries, also Besfond was using a diaphragm pump and a small tank to collect the coating, and the operator was demanded to control the coating and to add manually, once per shift, new dense coating and water being completely dependant by the operator capabilities and skills. The results


MAIN GOALS: 1) LOWERING CASTING DEFECTS AND COSTS FOR RE-WORK
After the installation of ARENA equipment, they have monitored their castings and in particular some typical casting defects like metal penetration.
Metal penetration occurs when molten metal penetrates gaps in the moulding sand. The penetration is easily visible on the surface finish of the casting.
Clearly most of the time this problem is related to sand and moulding reasons but, ensuring a protective and repeatable layer of coating on the surface of moulds applied by flow coating, it has been sufficient to remove completely those casting defects happening time to time bringing unexpected additional costs. In fact, the foundries suffering metal penetration are obliged to grind the castings manually with additional costs for logistics, manpower and for longer production time. In the pictures, a typical example of a castings used to have time to time metal penetration in Besfond and, since the CPP have been installed this problem is totally disappeared.


2) LOWERING COATING COST
The dense coating is delivered on 1000 Lt stainless steel container and, once they are empty, they need to be returned back to the supplier. The cost of the coating includes also the transport costs and the cost for cleaning the container to be re-used.
Being the CPP a complete automatic equipment dosing both water and dense coating without any operator, the dense coating can be delivered with the lowest amount of water possible to flow out from the container by gravity, because the water is added by the CPP according the density set on the recipe. Thanks to this option, Besfond has reduced the cost of the coating up to 20%, considering the same amount of coating.
3) OPTIMIZING CASTING SURFACE
Sand dispersion into the coating is a common problem all foundries using flow coating, especially on moulds, need to live with. As explained before, waiting the natural sedimentation of the sand is definitively not the best approach because, in the meantime, the sand continues to circulate together with the coating and with the dried coating. The sand can stick on the moulds surface, generating the effects shown in one of the pictures on the side. You can see the difference before and after the installation of the ARENA CPP and of the ARENA Vibro-filter in the same casting in Besfond.
This movable filtering unit is much more efficient in comparison with the common “static” filters used in the last 30 years. Vibro-filter can reach up to 400 – 500 microns without being clogged, as it happens often to static filters even using 1,5 – 2 mm mesh.
In this context of high competition, also a better surface finishing is appreciated by customers, sometimes it is a contractual quality requirement. A smoother surface increases the mechanical properties of the casting, reducing the possible points of cracks.


Moreover, the entrainment of sand inside the casting is often a promoter of graphite degeneration and the presence of dross.
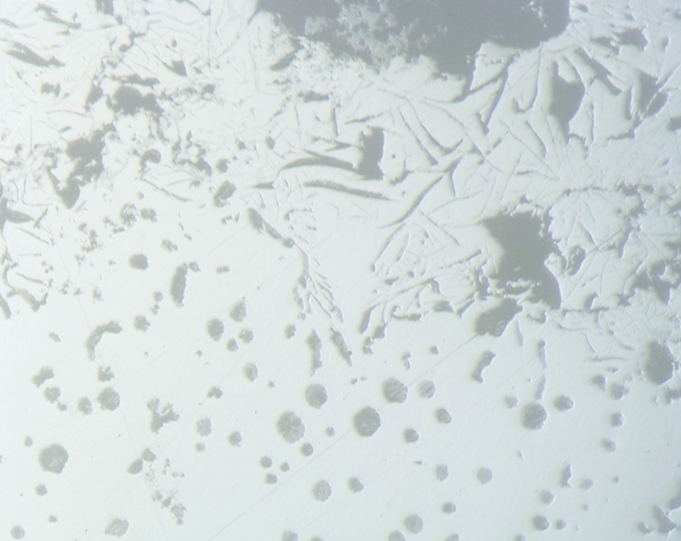
The next micrographs show the problems on surface finishing in the previous castings (ductile iron).

4) LOWERING MANPOWER, MAINTENANCE AND SPARE PARTS COSTS
- Automatic coating preparation without manual control, dosing of the water and dense coating. The operator is involved only when the CPP advises the container is empty (dense coating is not coming) and it needs to be replaced with a new one.
- Electrical ARENA E-pump eliminates diaphragm pump. Besfond in one year use has never touched the E-pump and never replaced one spare parts.
- ARENA E-pump saves energy in comparison with diaphragm pump, using compressed air and it is not required to have the compressors ON during night or over the weekend just to mix/ to move the coating in the pipeline.
- Besfond empties the CPP only twice per year during summer and Christmas shut downs for general cleaning, saving coating and manpower thanks to the Vibro-filter that removes the sand and dried coating efficiently.


